
松下氣體保護焊機

松下數字逆變脈沖焊機YD-500FT3HGE YD-500FT3HGK YD-500FT3HPS
材料:
交期:
描述:
規格: YD-500FT3HGE YD-500FT3HGK YD-500FT3HPS
在線咨詢
交期:
描述:
規格: YD-500FT3HGE YD-500FT3HGK YD-500FT3HPS
松下數字逆變脈沖MIG/MAG焊機YD-500FT3HGE YD-500FT3HGK YD-500FT3HPS
型號:YD-500FT3
序列號:YD-500FT3HGE
可焊材料:碳鋼 不銹鋼
額定負載持續率:100%
輸入電壓:三相 AC 380V

輕飛濺
通過軟件算法在短路過渡時對飛濺發生傾向進行判斷和有效抑制,使短路過渡更加平順,飛濺顯著降低。
加長電纜自動補償
焊接過程實時檢測回路阻抗變化,自動調整峰值時間、脈沖輸出能量,促進熔滴順利過渡.(支持40米加長電纜)
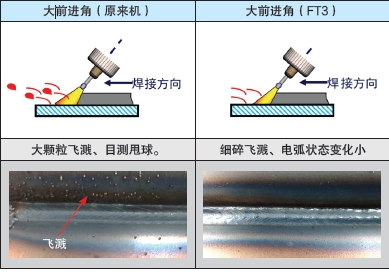
有效消減焊接飛濺
● 中小電流領域CO2焊接時,飛濺平均削減達到15-20%。
● 焊槍角度發生變化,也能有效抑制飛濺,保持電弧穩定。
模擬通訊接口
可以與專機或機器人進行通訊;支持粘絲檢測、冷卻水回路檢測和焊絲回抽控制。可擴展RS485數字通訊接口
可擴展多種通訊接口
可擴展安裝快插式通訊接口盒,支持多種主流通訊方式
訂 購 號 | 型號 | 通 信 方 式 | 接 口 形 式 |
AGAA00290000 | WTDXW00105 | DeviceNet | 五 芯 插 頭 |
AGAA00289000 | WTDXW00106 | CANopen | D-sub 接 頭 |
AGAA00288000 | WTDXW00104 | PROFINET | RJ45 |
AGAA00287000 | WTDXW00103 | EtherCAT | |
AGAA00286000 | WTDXW00102 | EtherNet/IP |
參數規格
| 電源型號 | YD-350FT3 | YD-500FT3 | |
| 產品序列號 | YD-350FT3HGE | YD-500FT3HGE | |
| 控制方式 | - | 數字IGBT控制 | |
| 額定輸入電壓·相數 | - | 三相 AC 380V | |
| 輸入電源頻率 | Hz | 50/60 | |
| 額定輸入容量 | kVA/kW | 13.6/12.6 | 23.5/22.1 |
| 額定輸出空載電壓 | V | 70 | 70 |
| 輸出特性 | - | CV(恒壓特性) | |
| 額定輸出電流 | A | 脈沖無 DC 350 脈沖有 DC 300 焊條電弧焊 DC 300 | 脈沖無 DC 500 脈沖有 DC 400 焊條電弧焊 DC 400 |
| 額定輸出電壓 | V | 31.5 | 39 |
| 額定負載持續率(※注1) | % | 60 | 100 |
| 輸出電流范圍(※注2) | A | 脈沖無 DC 40~350 脈沖有 DC 40~300 焊條電弧焊 DC 300 | 脈沖無 DC 60~500 脈沖有 DC 60~400 焊條電弧焊 DC 400 |
| 輸出電壓范圍(※注3) | V | 16~31.5 | 17~39 |
| 存儲器 | - | 80 通道 存儲·調用 | |
| 焊接方法 | - | CO2 MAG/脈沖MAG/ 不銹鋼MIG/ 不銹鋼脈沖MIG/焊條電弧焊 | |
| 波形控制功能 | - | 數字設定 | |
| 指令序列功能 | - | 焊接/焊接-收弧/初期-焊接-收弧/點焊 | |
| 外殼防護等級 | - | IP23S | |
| 絕緣等級 | - | 主變155℃(電抗器200℃) | |
| 電磁兼容分類 | - | A類 | |
| 冷卻方式 | - | 強制風冷 | |
| 適用焊絲類型 | - | 碳鋼/碳鋼藥芯/不銹鋼/不銹鋼藥芯 | |
| 適用焊絲直徑*1 | mm | 0.8/0.9/1.0/1.2 | 1.0/1.2/1.4/1.6 |
| 時序 | - | 焊接/ 焊接—收弧/ 初期—焊接—收弧/ 點焊 | |
| 保護氣體 | - | CO2 焊接 CO2 :100% MAG焊接 Ar:80%,CO2:20% 不銹鋼MIG焊接 Ar:98%,O2:2% 或 Ar:97.5%,CO2:2.5% | |
| 提前送氣時間 | s | 0 s–10 s 連續調節(0.1 s遞增) | |
| 滯后停氣時間 | s | 0 s–10 s 連續調節(0.1 s遞增) | |
| 點焊時間 | s | 0.3 s–10 s 連續調節(0.1 s 遞增) | |
| 輸入電源端子 | - | 端子臺(3相用,M5螺栓固定) | |
| 輸出端子 | - | 螺栓緊固方式(M8附帶螺栓) | 螺栓緊固方式(M10附帶螺栓) |
| 外形尺寸(長×寬×高) | mm | 575×380×632 | |
| 重量 | kg | 57 | 61 |
※注: 350FT3 機型部分脈沖焊接數據因脈沖參數設置不同負載持續率可能有所變化,具體視設定參數而定。
※注: 具體各機型不同規范適用的焊絲直徑請參考"適用焊接法"。
可選焊接電源
| 焊接電源 | 模擬接口 | RS-485 | IoT | WiFi | 以太網 | 接機器人 |
| YD-350FT3HGE YD-500FT3HGE | ● | ○ | ○ | ○ | ○ | ○ |
| YD-350FT3HGK YD-500FT3HGK | ● | ○ | ○ | ○ | ○ | ● |
| YD-350FT3HPS YD-500FT3HPS | ● | 功能選配 | ○ | |||
